

Lubricant / Wax Producers

Industry Competence
ORSOFT has been working with companies within the oil industry since its establishment in 1990. We have developed many software functions through projects for our clients and have steadily expanded our range of products. Through this work we have become familiar with the specific requirements of the oil industry and have learned to satisfy our clients with their full confidence in our solutions.
Extending ERP systems with an Add-On APS Solution
Oftentimes it is impossible for the oil industry to handle complex processes related to production and logistics scheduling as well as execution when using only a standard implementation of an ERP system – such as SAP ERP. ORSOFT provides ORSOFT Manufacturing Workbench – an Advanced Planning and Scheduling (APS) system – for the handling of these industry specifics.
ORSOFT Manufacturing Workbench can be used as an Add-On to SAP ERP – without the need for a second independent database, because it operates solely with SAP ERP data – with a Rich Client installation on a normal state-of-the-art user PC. For large-scale implementations, ORSOFT Manufacturing Workbench can be implemented with its own Application Kernel Server, but even then it still uses SAP ERP data and interacts with SAP ERP like an Add-On.
ORSOFT is a member of the SAP Industry Value Network for Chemicals and SAP Industry Value Network for Consumer Products. Our solution ORSOFT LabScheduling is also available in the SAP Store.
References
Companies in the oil industry and related industries use ORSOFT solutions to supplement their existing ERP and tank management systems. These solutions cover processes along the entire supply chains of crude oil processing, fuel refinery, production of lube base oils and lubricants as well as wax and wax related products.
Base Oil / Base Component Production Scheduling
Typical Industries for the scenario:
- lube oil refining
- slack wax processing
- chemical processing of vegetable oil
The individual processing units of a refinery, such as distillation, cracking or solvent extraction, are typically operated in an uninterrupted sequence of multiple day intervals with the same operation mode (called “block operation modes” or “runs”). Thus, they can be characterized as semi-continuous.
Each run may use a different crude oil mix and yield multiple products that must be processed further in consecutive production stages. This semi-continuous joint production must be scheduled based on demands (pull production) as well as deliveries (push production).
Lube oil refineries typically only use a few raw oil materials (e.g. vacuum gas oil, received from a crude oil refinery) as input streams to produce a variety of base oils over a number of different semi continuous processing stages, each using a single input stream and yielding multiple intermediate output streams.
These base oils are then either shipped directly or used in subsequent blending and filling facilities.
Similar business processes are used, for example, by companies who process slack waxes and other “residues” of a refinery to produce natural and synthetic paraffin wax as well as wax-related products, such as petroleum jellies, white oils and liquid paraffins. Their supply chain usually consists of base component production – similar to base oil production in its scheduling processes – blending and container filling or bulk loading.
“Base component planning” departments are responsible to schedule the various semi-continuous processing units over a medium-term planning horizon – based on strategic monthly planning figures – to ensure sufficient availability of base components for subsequent blending, filling and loading processes that usually need to be more flexible and can only reliably be scheduled over a short-term planning horizon.
Their business processes include scheduling processing units and tank allocation for intermediate tank farms and output tank farms with consideration of limited tank capacities and the subtleties of joint products that need to be processed in consecutive processing units.
ORSOFT Manufacturing Workbench supports these business processes with the combination of standard APS and MES functions and specific functions that take the oil industries’ special requirements into account.
Detailed Scheduling of Base Oil Production and Tank Allocation
Base oil production schedules typically contain long runs on the distillation and shorter runs on the subsequent processing units with more variety of operation modes. It is important to create a “good” sequence of these operation modes to reduce changeover loss between runs. This can be accomplished through classification of operation modes by boiling points and aiming for a “wave” sequence, for example. Since consecutive runs should not differ too much in their boiling point class, production planning must span a longer time frame (e.g. three months).
Subsequent processing stages must be decoupled by storing the intermediate streams in a tank farm. This is often accomplished by using a given tank for different materials at different times or using a tank allocation sequence for a given stream. Detailed scheduling of base oil production is comprised of determining operation mode parameters (time interval, throughput), input and output streams (material, percentage) and tank allocation sequences for all production runs on all processing units; than matching strategic monthly planning figures, availability of input materials, and detailed requirements for bulk sales and subsequent blending and filling orders.
A base oil scheduling workframe within the ORSOFT Manufacturing Workbench – using processing unit Gantt charts, tank histograms and detailed schedule editors – supports the planner in maintaining processing unit schedules and monitoring resulting stock levels at the input, intermediates and output tank farm.
The base oil scheduling workframe helps optimize production runs and tank sequences, utilize resources to their maximum capacity and observe all restrictions (e.g. tank limits) at the same time. A Gantt chart shows a typical resource allocation where a “boiling point wave” would indicate a good sequence of preferable changeovers for different qualities. Basic oil orders are displayed in a list and a detailed editor can be displayed for a single basic oil order.
A total current stock reconciliation supports the adjustment of daily stock by a rule-based validation of planned figures, with confirmed production and measurement results. This method delivers reliable results on total material stock levels.
ORSOFT Manufacturing Workbench can process indirect reference values such as component percent quota or throughput. It calculates material stocks on plant level and in individual storage tanks at the same time. It can also simultaneously handle mass and volume figures using predefined, calculated or measured temperature dependent density. A storage location related unit model with automatic unit conversion allows different views on one issue.
The recipe model extends most ERP models with regards to multiple input and output streams and flexible tank sequences. The order model does the same for production orders with the possibility of multiple input and output streams.

Blending Plant Detailed Scheduling
Typical Industries for the scenario:
- blending of lubricants from base oils and additives
- blending of wax-related products from base components and additives
- blending of liquid products
Modern blending plants are often designed as highly flexible service units that process base components from various sources in order to create required blended bulk products. In addition to base components that are produced on site in the semi-continuous processing units, they often use base components provided by other production sites, purchased from other vendors or even provided by customers who produce base components but lack the capacity or knowledge for blending and filling.
This means that in addition to base components stored in the output tank farm of the refinery, base components may also enter the blending plant by just-in-time unloading of tank trucks or by transfer from containers, e.g. by a drum decanting unit. This sourcing situation may frequently change for a given range of target products due to adaptation of the provision situation to volatile pricing and availability of base components.
A similar flexibility can be found in additives used in the blending. These can be provided in storage tanks within the blending plant or enter the blending plant by just-in-time unloading of tank trucks or by transfer from containers (e.g. by a drum decanting unit). Quite often, additives need to be prepared prior to use (e.g. heated or pre-mixed with a base component).
A blending plant has a very high “inner complexity” which proves challenging for manual detailed scheduling. However, at the same it has significant potential for gaining efficiency by better scheduling. From the supply chain planning point of view, there is a focus on allocation of the blend orders to the storage tank with consideration of tank farm capacity, the availability of base components and additives, and the coordination with subsequent container filling or bulk loading processes.
“Blending and filling planning” departments are responsible for scheduling the blending, filling and tank truck loading over a short-term planning horizon – based on sales orders and strategic monthly planning figures – with a high rate of flexibility due to volatile sales requirements.
Their business processes include scheduling of storage tank allocations for bulk product storage tank farms, intermediate blend tanks and devices, input and output pipelines as well as interior pipelines and other devices under consideration of limited tank capacities and feasibility of a blend process.
ORSOFT Manufacturing Workbench supports these business processes with the combination of standard APS and MES functions and specific functions that take the oil industries’ special requirements into account.
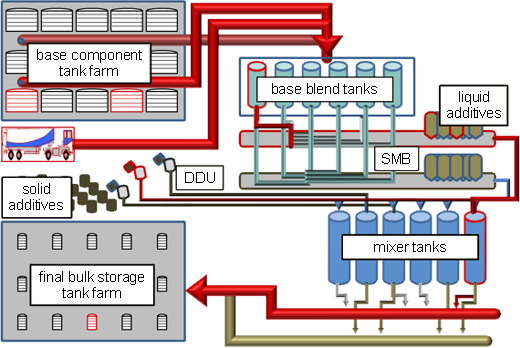
Blending Process and Technology
Blending plants may combine a variety of blending technologies and pre-mixes. In the first stage, all base components are pumped into an intermediate tank that works like a batch blender and quality inspection is done on the resulting “base blend”. Once the base blend has been approved, additives can be added. Liquid or low-viscosity additives or additive pre-mixes provided in storage tanks can be injected in a simultaneous metered blend system where they are combined with the base blend and either transferred to the final bulk storage tank or to a mixer tank. Solid or high-viscosity additives in containers need to be pre-heated, transferred from their containers (e.g. by a drum decanting unit) and pumped into a mixer tank using a fraction of the base blend. The mixer tank acts as the final batch blender. Once the blend is completed, it can be pumped into the final bulk storage tank where the finished product is again subject to quality inspection. The storage tank is the source for subsequent container filling or bulk loading processes.
In certain stages, the blending process may be interrupted prior to the next operation, thus allowing the consideration of non-working times and operation of the blending plant under various work schedules as well as giving a flexible time buffer for scheduling of the operations. For example, base blends can remain in an intermediate tank or final blends can remain in a mixer tank.
Any transport of input components or intermediate materials within the blending plant is done by use of piggable pipes, which may become bottlenecks and thus need detailed scheduling. Certain pipes may only be used with certain product groups, and there may be limited connectivity at a given time due to e.g. groups of tanks using the same input or output pipe. Intermediate tanks may have ranges of different sizes and different characteristics that make them suitable only for certain product groups (or even for certain input component characteristics).
Thus, a modern blending plant can be characterized as a true “multi-purpose batch plant” – a category known to require one of the most challenging scheduling models in scientific research for chemical systems engineering and that does not allow for efficient automated solutions in most cases.
Blend Order Creation and Scheduling
Blend orders are created and maintained in an ERP system with a target product, quantity and requirement date.
The challenge for the planner is to manually allocate a blend order to a free – and suitable – storage tank while the previous blend process operations should be scheduled in a technologically feasible way without needing manual interaction.
In the scheduling process it may be necessary to consider all detailed equipment of the blending plant, such as pipelines, drum decanting units, simultaneous metered blenders, intermediate tanks and mixers.
Maintaining all these details in an ERP system is often not desirable or even impossible as it would significantly complicate the ERP system in terms of master data management as well as potentially in terms of production execution (the latter is usually already handled in a process control system in full detail).
The hallenges of Flexible Sourcing and Sizing
Due to the volatile sourcing situation, there may be frequent changes in the source storage location for the input materials of the blend orders. Even for the exact same target product in another week, the final decision on which exact base component input sources to use is quite often dependent on quality inspection results and made by the lab even after the blend order has been scheduled. Reflecting these frequent changes in the master bills of material is highly undesirable – it would be necessary to modify the bills of material for all target products if the sourcing situation for one of their components changed.
The specific sourcing situation of a blend order, even if the bill of material remains unchanged in terms of material numbers and input quantities, influences the possible allocation path the blend order may take through the plant; for example, using pig pipelines from the base component tank farm, drum decanting units, simultaneous metered blenders and mixers. This flexibility is difficult to model in a typical ERP master routing or master recipe. It would be necessary to do it for each target product and modify it for all target products if the sourcing situation for one of their components changes.
Order Rooting
Furthermore, blend orders for the same target product can have different batch sizes, which results in different durations of the individual order steps. Durations for some steps may depend on throughputs or pump speed relative to the quantity that is transferred through the device, and the quantity may be only a fraction of the total batch quantity. It may be difficult to model these durations and their quantity-dependent calculation in a typical ERP master routing or master recipe.
All of these challenges are best to be resolved by the introduction of an APS system with a highly detailed yet material-neutral blend recipe model in combination with rules-based scheduling.
Blend Recipe Model and Blend Order Model
ORSOFT Manufacturing Workbench introduces blend master recipes and blend orders which allow a very detailed modeling of the blend process. Unlike how it is typically done in classic ERP systems, master recipes do not contain any reference to materials, neither as input components nor as target products.
In addition, the material master is extended by some fields to maintain certain characteristics for the target products and sourcing information for the input materials.
This way, even for a blend plant with 500 different target products and 1500 different input components, a few dozen highly complex blend master recipes may be sufficient. While it may take some time to create these recipes and model all technological restriction and flexibility into them – especially for a new plant – their structure will hardly ever need to be adapted later. Only the duration timing of steps may need adjustment with production reality from time to time in order to improve accuracy of the schedule.
The names of existing blend recipes in ORSOFT Manufacturing Workbench must correspond to the names of master routings in the ERP. Furthermore, the ERP master routings must use control keys that correspond to some control keys within the blend recipes.
If a blend order is created in the ERP, it gets its own ERP order bill of material and ERP order routing- based on ERP master data.
This complete ERP order is loaded by ORSOFT Manufacturing Workbench and a blend process order is created. In this process, the ERP data is matched with the detailed blend recipe and the blend process order is “enriched” with the detail operations and steps of the blend recipe. Only then is the information on target product and input components, which are taken from the ERP order, injected into the detailed order steps.
Rules-based Preparation of the Blend Order Prior to Scheduling
ORSOFT Manufacturing Workbench can be customized with a pre-scheduling rules evaluator that analyzes the blend process order and executes various rules-based decision-making processes and calculations on it the moment a user selects a blend process order and drops it at a target tank at a desired time within a Gantt chart. The rules-based evaluator prepares the blend process order so that it is suitable for the standard scheduling algorithms provided by ORSOFT Manufacturing Workbench.
Dynamic Selection for Intermediate Tanks and Blend Plant Devices
In addition to the pre-scheduling rules evaluator, it is also possible to define expressions for the dynamic selection of candidates for the resources of blend order steps with dependency of target material properties, input component properties and decisions made during scheduling other steps of the same order. These expressions are evaluated by the standard scheduling algorithm during each trial.
Detailed Scheduling of Blend Orders
A blending scheduling workframe within the ORSOFT Manufacturing Workbench – using Gantt charts for devices and pipes, combined histograms and Gantt charts for storage tanks and detailed schedule editors – supports the planner in maintaining blending schedules and monitoring resulting allocations and stock levels at the finished bulk products tank farm.
The blending scheduling workframe helps to optimize mix allocation plans, maximize the use of resources in terms of capacity, and at the same time observe any restrictions (e.g. tank space limitations). A Gantt chart shows the occupancy of pipelines, intermediate tanks and mixing equipment for a mixing job in blending mode in the context of other jobs on the same and similar equipment.
There is a chart of similar bulk storage tanks, suitable for a specific range of target products and batch sizes, with a combined plot of occupancy and inventory levels. This chart shows not only how the occupancy of a blending order will increase inventory, but also how the occupancy of filling or loading orders will decrease inventory. A list of scheduled blend orders can be displayed and a detailed editor for an individual mixed order can be shown.


